



Air drying tunnel LDT-140
Before reaching the drying tunnel, the product goes through a preliminary dewatering step by means of a dewatering conveyor.
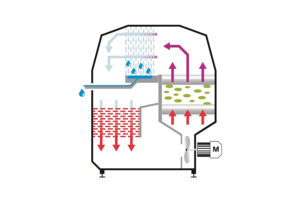
In the drying tunnel, the product is dried in an air stream that is oriented upwards, at a temperature of 77 to 86 ºF. The airspeed is such that the product will float, causing as much moisture as possible to be released.
The air stream that is in circulation is cooled down in a heat exchanger to a temperature of approx. 41 ºF. Some of the water vapor is removed from the airstream because it condenses on the cold fins of the heat exchanger.
While drying the product, the air cools down due to the evaporation of the surface water on the product. This effect keeps the product much cooler than the drying air.
The air is cooled down and warmed up by using a glycol solution or a similar medium of approx. 32 ºF and, respectively, 91 ºF. This medium is supplied by the client or produced using a separate cooling installation.
The cooling machine can be used as a heat pump to achieve considerable energy savings.
The air drying tunnel enables moisture values of less than 2% on the surface of the product to be reached.
Product specification
The air drying tunnel is ideally suitable for delicate leafy vegetables such as spinach and baby leaf, but also for cut iceberg lettuce, etc.
Capacity
The capacity of the air drying tunnel type LDT is depending on product type and desired moisture content.
Capacities up to 6,720 lbs per hour can be reached.
Features
 |
Thermal dryingThe thermal drying process minimizes any product damage and enables the product to be dried to a moisture retention level of 0% if so desired. |
 |
Closed systemThe air drying tunnel has been designed as a closed system. This prevents energy from being dissipated into the environment. |
 |
Integrated cooling sectionThe last section of the tunnel cools down the product to the packaging temperature desired. |
 |
Hygienic designAll the compartments in the air drying tunnel are accessible for optimum cleaning. |
Options
|
• cooling system / heat pump |

